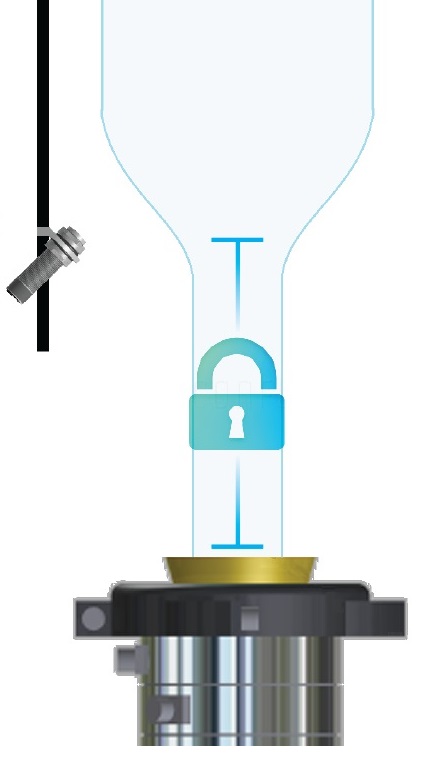

Automatic Valve Calibration (patented)
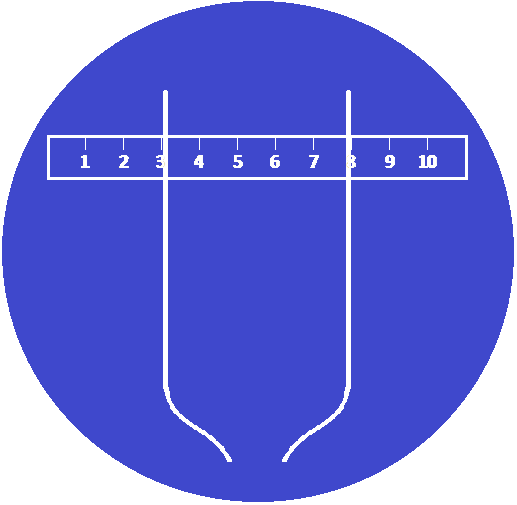
Automatic Layflat Calibration (patented)

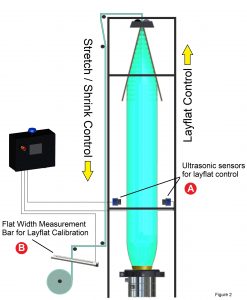
Automatic Layflat Calibration (Patented)
Stop using tape to check layflat. This system automatically calibrates the IBC’s layflat reading to match the actual finished roll width measured at the winder. It accounts for stretch, shrinkage, and draw down the tower, ensuring width accuracy, system safety, and operator confidence.
Neck Height Control
For high-stalk bubbles, neck height consistency is key to maintaining dart impact strength. A dedicated sensor measures bubble flare, and the system adjusts air ring speed or temperature to hold neck height within specification — improving film toughness and process repeatability.

Cage Height Management
Operators can predefine cage height positions for specific jobs, setups, or maintenance. At runtime, simply tap a button to move the cage to its programmed height — no manual positioning or guesswork required.

Data Logger with FTP Export
Continuously records all IBC process data and exports it in .csv format via built-in FTP. View data in DRJ’s LogViewer or import to Excel for Production analysis, SOP verification, Quality audits and Root cause investigations

WinViewer Remote Interface
Add a second HMI interface on a PC workstation to remotely monitor and control the IBC system. This full HMI mirror provides operational flexibility for control rooms, shift leads, or remote support scenarios.