
Layflat Control: Auto Width Control for Blown Film Bubbles Without IBC
The LF-Sizer layflat control system reduces runaway resin produced when layflat is oversized to compensate for gradual size loss common when no width control system is present. In addition, by attending to the width automatically, bubble drops (losing the bubble entirely because of a hole) are minimized resulting in up to 7% more production per month (based on an actual case study).
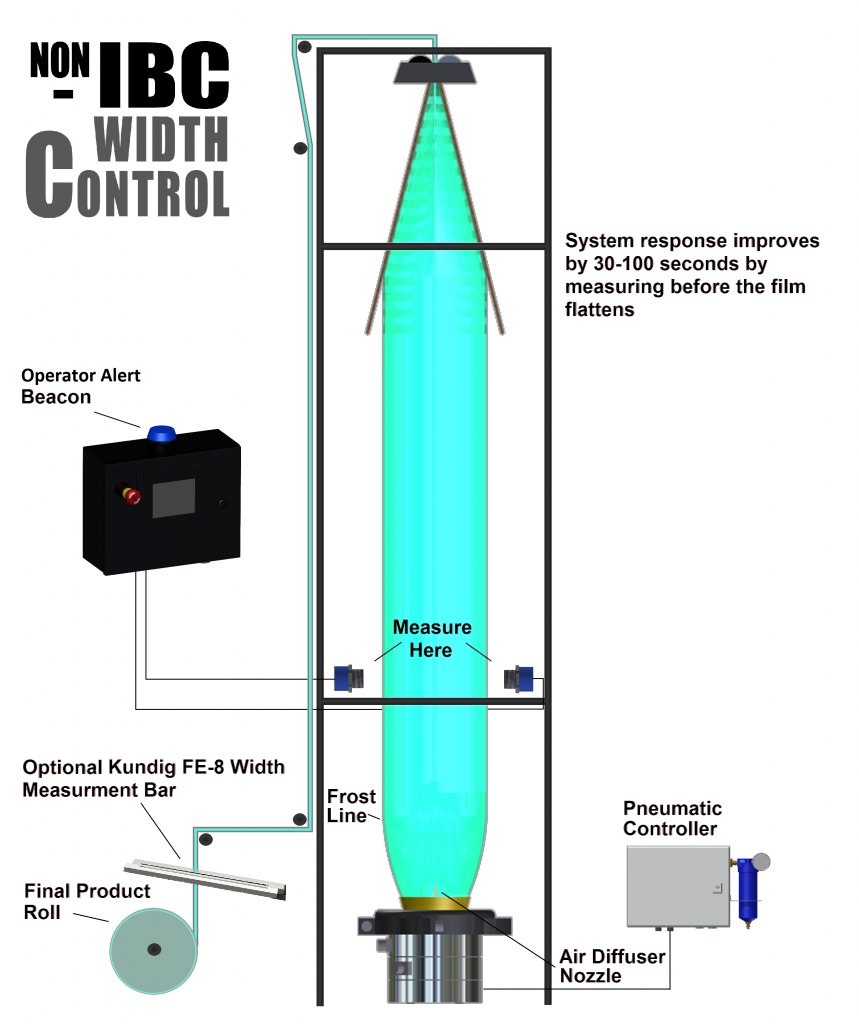
By measuring the bubble soon after the frost line, the system can achieve the proper bubble size quickly. The LF-Sizer control system is flexible and comes with the widest variety of configuration options available in the industry. The system can be used on small dies and large dies alike.
Some of the configurable features include automatic startup, on-the-fly size changes, process alarms, bubble break output, statistical reporting and industry standard communication interfaces (including RS232 and Ethernet). Installation is quick and easy, no electrical terminations required. Standard compressed air of at least 70psi (~5 bar) is required. The three speed (fast inflate, slow inflate and deflate) pneumatic control box is separate from the control system electronics. This ensures the electronics are not exposed to wax and oils pulled from the bubble during deflation. A Sizing cage is beneficial but is NOT required with the LFSizer.
For HDPE / MDPE high stalk bubbles, an optional add-on control feature for neck height control is available. See more in Neck Height Control below.
Benefits of Implementation with Layflat Control
- Improves saleable production hours by eliminating bubble loss due to pin holes
- LFSizer avoids width deviation material returns
- Eliminates or reduces trim on sheeting
- Controls overall width on gusseted tube production
- Automates start-ups and faster changeovers
- Significantly tightens the width control capability, reducing scrap
- Includes management trends to validate machine and operator performance
- Available integration with data collection system
- Simple plug and play installation, functional within hours
Video not visible? Please activate cookies to view embedded media (bottom left cookie icon).
Absolute Width Control / Calibration (Optional to Width Control)
Automatic Layflat Calibration (ALC) is a new optional feature for the DRJ IBC Control System and nonIBC Width Controller that utilizes a flat width measurement device placed near the winder to automatically calibrate and compensate for film stretch and shrink as it makes its way down the tower.
A host of factors cause varying degrees of stretch and shrink which effect the width as it is wound: utilizing ALC is the next step in providing customers with ultra-precise layflat tolerances by simplifying width management operations via automation and improving user safety. For production where job orders change often, ALC speeds up job change time and improves long term accuracy.
Improve long term accuracy: Automation that accounts for film shrinkage / stretch
Final film width after the primary nip of a blown film line is dynamic; as the film makes its way down the line, various factors effect the actual film width as it is wound on the core. Film shrinkage and stretch occur at changing rates due to the following factors:
- Web Tension
- Polymer Properties
- Film Gauge
- Film Temperature
- Ambient Temperature
- Factory Pressure Change
For precision width control, the layflat system must be calibrated to account for shrink / stretch. The Automatic Layflat Calibration (ALC) feature acts as a final QC checkpoint to correct the layflat system, compensating for previously uncontrolled variables.
For production where job orders change often, ALC speeds up job changes, saving time, saving scrap and keeping the roll precisely on the customers specification.
Video not visible? Please activate cookies to view embedded media (bottom left cookie icon).

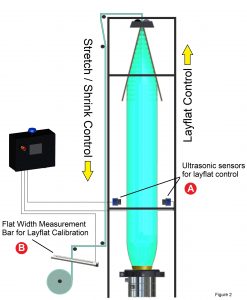
Two Points of Measurement
Layflat control is carried out by ultrasonic
sensors as shown on point (A), (shown above). They are strategically placed to make timely adjustments to layflat variances thereby avoiding control lag. Here, the system adjusts for air loss in nip leaks and pin holes, or layflat gain due to internal thermal expansion or ambient temperature changes.
Point (B) shows the second measurement point via the FE-8 width bar. It is strategically placed to account for stretch / shrink of the web as it comes down the tower. It adjusts for shrink variance due to material, gauge, job size (width) and temperature changes.
Final width as measured by the FE-8 is automatically calibrated to the width control system.



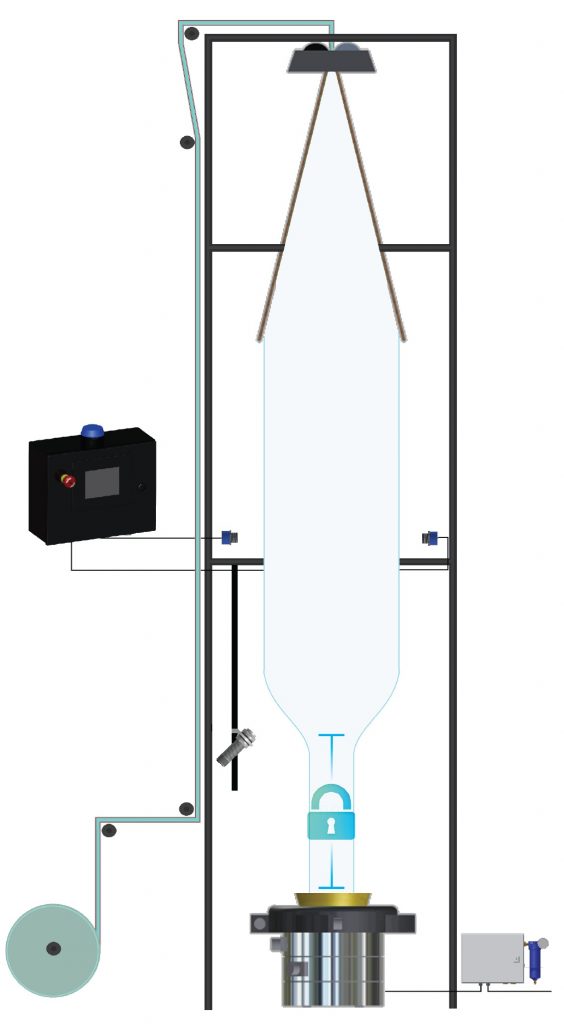
Neck Height Control (High Stalk Bubbles) Optional
Automatic Neck Height Control for HDPE / MDPE High Stalk Bubbles for improved / consistent film properties and production.
Neck Height Control is an optional add-on feature for the DRJ LF-Sizer which manages layflat width for nonIBC blown film lines.
How it works
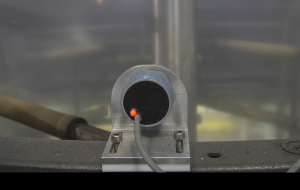
The control feature uses an ultrasonic sensor facing the bottom of the bubble flare to measure neck height, then maintains the set point to within +/- 0.25 inches (6mm) via regulating the air ring blower speed. Neck Height Control is also dependant on feedback provided from the LF-Sizer’s layflat sensors for complete bubble control.
Together with the LF-Sizer, it manages both layflat and neck height during startup, hole recovery and normal production. This coordination reduces time to production and improves production rate; when both width control and neck height are easily and automatically controlled, operators gain the confidence to increase extrusion speed without fear of losing bubble control or producing out of spec film.
Integration
Neck Height Control requires and integrates with automatic width control as provided via the DRJ LF-Sizer. Integration to the air ring blower (varying blower speed to control neck height) is via standard serial data communication to a Yaskawa A1000, P1000 or V1000 inverter.
Benefits to Implementation
Controlling and maintaining neck height on high or medium stalk bubbles directly correlates to improved consistency in HDPE / MDPE film dart impact and other film properties related to neck height. Beyond consistent film properties and elimination of dart impact failures, benefits that customers can expect include increased production rate due to improved bubble control and tighter layflat control due to the LF Sizers automated width control.
Want to learn more about reducing your resin costs by eliminating runaway resin? Follow this white paper presentation video from Antec, 2009 here.
Sustainable Blown Film Investments Focus
Precision control of film width in blown film extrusion directly correlates to resin savings and reduced
waste, meeting criteria for sustainable production investments.
An opportunity to reduce resin consumption via width control on blown film lines is an excellent avenue
to meeting sustainability objectives. Many lines, especially those without internal bubble cooling (IBC)
control, have no, or rudimentary width control systems in place. In these scenarios, production will
produce a width larger than necessary and take edge trim to guarantee that target width is achieved.
Reducing the edge trim with width control systems is both profitable, and a quantifiable investment in
sustainable production.
Width control reduces resin consumption in the following ways:
‐ Eliminate or reduce trim on sheeting
‐ Reducing waste production by automating width control on start‐ups and job change‐over
‐ Avoid order returns due to width deviation
‐ Prevent die drool by enabling extruder‐stop when no bubble is detected by the system
Especially in the case of barrier or co‐extrusion production, eliminating or reducing trim which often
cannot be reprocessed is meeting sustainability objectives in two ways – reducing waste, and reducing
energy consumption otherwise allocated in the production of the aforementioned trim.
To put the resin waste into perspective, case studies show that edge trim on a line without width control
amounts to 13,225 lbs. (6000 kg) for a 3 mil (75 micron) film over the span of a year for one blown film
line.
Post‐Consumer Recyclete (PCR) multiplies the challenge of keeping a consistent width and stable bubble
due to contaminants, variation in quality and material composition. These inconsistencies add
challenges to holding tight layflat. Automating width control addresses this significant challenge,
making sustainable production with PCR a viable option.